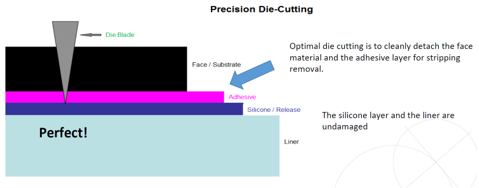
Die cutting is a process that cuts the required shape, whether it’s a simple circle, square or a more complex design - the possibilities are endless.
The process can include cutting through the substrate and leaving behind a shape for labels, cartons, and cups, or just cutting the top layer and not the glassine or backing stock (kiss cutting) which is popular with self-adhesive labels.
There are multiple die cutting processes: rotary, semi rotary, flatbed, clamshell, and offline punch machines used for cups and other types of jobs required offline. Also, printed stock can be done within register cutting.
Die use and back up dies
When die cutting, having a backup die or extra dies for long runs is always recommended due to wear and potential damage.
It’s good practice to have no die pressure until the press is slowly moving, and then gradually apply pressure until the cut. Be sure not to use the die on incorrect stock, as the die is designed and made for a specific substrate. An incorrect stock can result in damage before the job even starts.
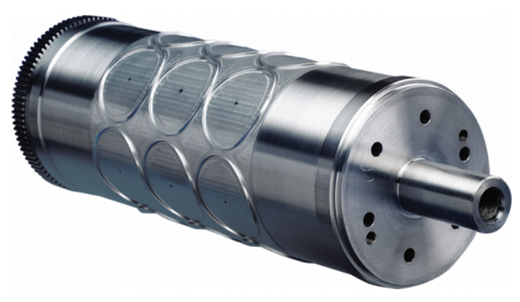
 Die unit on a MPS press
Die unit on a MPS press
Types of dies
- Flexible dies for kiss cutting and cutting shapes
- Solid/cavity dies for kiss cutting, shape cutting, and air eject for chads
- Flatbed dies are mostly used for cutting shapes and scoring lines for folding
- Die moulds used on punching machines for shape cutting
Die manufacturing companies also offer different treatments for dies to extend their life, such as anti-stick coatings. When ordering dies, it’s wise to ask about these options depending on the job requirements.
 Air eject solid die
Air eject solid die
Check the cut
To check your die cutting when using self-adhesive substrates, you can use graphite powder or malachite green.
The latter is an organic dye which can be applied once all labels are peeled off and will show any areas cutting through the glassine or backing stock. This is important when determining if there’s too much pressure; certain areas may be cutting heavily, effecting the bottling line application and causing issues.
It may even result in a defective product and require reprinting of the job.
Is your die correct?
When getting a die made and using a die, make sure you have the serial number of the magnetic cylinder on your die so they can be matched.
Otherwise, the die height and air gap may be incorrect resulting in a damaged die due to the die blade being too high, not cutting properly, or the bearer of the magnetic cylinder being higher than the die blade.
This is especially necessary when you have multiple magnetic cylinders of the same tooth size but different air gaps.
Recording, auditing, and training
Upon receiving your new magnetic cylinder, always record the specs: this will include the repeat length of the cylinder, which is the total length of the circumference, and the air gap.
The air gap is the height between the magnetic base and the bearer; this is the area which the magnetic cylinder runs on the anvil. The bearer will also have a die bridge that on top and with the aid of a hydro jack applies the pressure required for die cutting. The hydro jack has a gauge for accurate reading of the pressure.
To ensure correct die alignment and minimal wear the bearers need to be oiled at regular intervals, otherwise the bearers can heat up and wear unevenly affecting the die cutting performance.
To keep magnetic cylinders in check and ensure good working order, it’s recommended to have a magnetic cylinder audit done annually. This is a service that all suppliers provide; they will tell you if there is need for any replacements or if changes should be made to the dies being ordered.
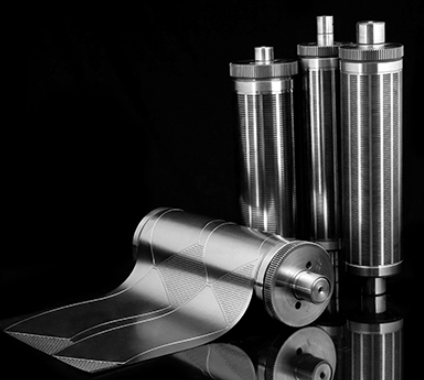 Die and Magnetics cylinders
Die and Magnetics cylinders
This is also a good time to have someone put in charge of tooling if this hasn’t yet been done.
They can work with the person doing the audit and learn how to measure the cylinder from gear side to centre and operator side, to check whether the cylinder is even or unevenly worn. They can also learn how to measure the bearers and air gap – this is what determines the blade height of your die. The blade height of the die can also be measured with a micrometre and can be checked with an electronic, hand-held magnifying glass for any die defects or overpressed dies.
Ask your die manufacturer what the maximum applicable pressure is before the die cannot be returned or exchanged in the case of a manufacturing defect. This is not common, but does happen.
If for some reason the blade height is wrong and or not cutting correctly, once the blade is damaged the die cannot be returned, the printing company will bear the costs. If you return them for checking and they are not accepted, you also forfeit the freight costs.
Remember preventative maintenance
To prevent wear of the die, magnetic cylinder or die unit, always keep the bearers oiled and the gears greased, and keep an eye on the die bridge, magnetic cylinder blocks, anvils blocks and support anvil.
If you see the hydro jack gauge bouncing, this is a sign of something wrong and all parts of the die unit must be checked before any major issues occur.
NOTE : A printer must be aware of the sounds their presses sing every day, as this is critical to the health and longevity of the machine, die unit, and other areas. If a machine squeaks or makes an odd noise, then something is wrong - you need to stop the press ASAP and inspect the source of the noise.
I hope this has been helpful. If you have any questions or suggestions you can always contact me via LinkedIn or via email k.marsh@mps4u.com.
Pictures supplied by Rotometrics South East Asia – A MAXCESS Brand